Hydrogen brazing is a revolutionary joining process that uses hydrogen gas as its main fuel material in order to form high-temperature flames in order to bond metallic materials. Hydrogen brazing uses the water electrolysis process to make mixture oxygen hydrogen gas on demand, unlike the traditional acetylene and natural gas techniques that have been in use over the decades in manufacturing. The basic concept is a combustion of hydrogen with oxygen to obtain temperatures ranging between 2,800-3,000 ℃ and the formation of a chemically reducing atmosphere that removes the oxidation of surfaces in the joining.
The adoption trend in the markets is that the development is progressing at an accelerated rate, with manufacturers appreciating the technical superiority of hydrogen copper tube brazing. The industries such as the manufacturing of HVAC equipment, the manufacture of transformers, are not only leaving behind the traditional ways of doing things. To see how hydrogen is applied in a hydrogen welding torch, it is important to understand that it has two purposes: that of fuel and a protective atmosphere. The process of oxy hydrogen gas welding has developed a lot, and the new equipment has afforded them more control and consistency than ever before.
The persuasive benefits are in the quality, environmental, and economic levels. Higher quality results are reflected in the form of atomically clean joints with no traces of carbon residues and flux contamination. The equipment of a hydrogen welder results in joints that have 15-20% tensile strength above the standard methods. The benefits of environmental factors place how is hydrogen used in welding, hydrogen brazing as being sustainable, as it produces no carbon emissions and only produces water vapor as a byproduct. The economic benefits compound because the cost of operation reduces by 30-40 percent per year compared to the acetylene techniques. An example of such benefits is the oxygen hydrogen water welder hho gas flame generator technology which is able to transform normal water to fuel through electrolysis.
Hydrogen brazing process starts with electrical current through the process of electrolyzing water, where a molecule of H 2 O is divided into hydrogen (H 2 ) and oxygen (O 2 ) molecules. The reaction that occurs during combustion is: 2H 2 + O 2 = 2H 2O + heat which releases an energy of about 286 kJ/mol. The temperature features of flames are usually an operating range of 2800-3000 o C at the flame cone end and the heat production variable through the rate of gas being introduced into the flame.
This is a good temperature range to brazze the copper, brass, bronze and precious metals without touching on the melting points. The process of hydrogen oxygen welding is a process that forms a reducing atmosphere, a space free of oxygen around the joint. Such a reducing environment actively inhibits the formation of oxide on base metals during heating and removes the obstacles which impede the wetting and flow of filler metal. To perceive the knowledge of oxy hydrogen gas welding methods, it is essential to be able to note that brazing does not melt away the integrity of the base metal, but instead makes use of capillary forces to force the molten filler metal to exist between two closely fitting joint surfaces.
The hydrogen flame has special geometry that allows the heat to be localized. The flame is characterized by a small sharp cone with insignificant secondary envelope where the technicians can heat particular areas of the joints without heating the other parts. The features of the heat distribution decrease the areas of thermal stress leading to the warping or metallurgical degradation. Hydrogen offers flexibility in heating and cooling, and in this aspect, the thermal shock is minimized because the hydrogen flames are smaller than the acetylene flammability. This is because when the material is burned, only water vapor is formed, and not the carbon-containing products of acetylene or the complex hydrocarbon byproducts that natural gas forms.
The contemporary HHO generator welding constitute a great technological progress. The principles of operations revolve around electrolysis cells that have distilled water and electrolyte. When an electrical current is applied through electrodes, a hydrogen bubble will be formed at the cathode and oxygen will be gathered at the anode. The efficiency of water consumption is also dependent on the capacity, whereby the mid-range industrial systems will use about 1.1 liters per hour when running on a continuous cycle. The current requirement on power is 7 kW/h on a hydrogen gas welding machine with flame temperatures needed to be 1/2-inch to 3/4-inch copper tube assemblies.

Safety elements that are incorporated in the oxygen hydrogen water welder hho gas flame generator are flame arrestors to stop flashback, pressure relief valves, automatic shut down circuit and gas leak detectors. The hydrogen welder has also several safety redundancy mechanisms that are beyond the acetylene equipment standards. The portable oxygen hydrogen water welder product line satisfies the needs of field service using wheeled carts or a backpack size of 25-40 pounds.
The factors of hydrogen superiority include efficiency (heat-on-demand almost instantaneous), sustainability (no emissions), and control (exact flame geometry). The oxy hydrogen gas welding procedure gives the same results regardless of the ambient conditions, unlike the natural gas flames which are influenced by the barometric pressure changes.
HVAC refrigeration systems require hermetic accuracy that ensures the pressure is contained over decades of thermal cycling. Nowadays, air conditioning and heat pumps are run at pressures of more than 350 psig in normal mode, and instantaneous spikes of up to 600 psig. Constructions of joints that result in leakages of refrigerant damage the efficiency of the system, augment energy usage, and emanate compounds that are harmful to the environment.
It is impossible to overestimate the criticality of hermetic sealing. The regulations that are enforced by the Montreal Protocol have stringent limits on leak rate. To achieve ENERGY STAR certification, manufacturers should be able to show that leakage rates are less than 1 percent per year, which is a very tough criterion that can only be met with the help of the best joining methods.
The major issue with brazing copper refrigeration circuits is the prevention of oxide formation. When heated in the presence of atmospheric oxygen, copper oxidizes fast forming layers of oxides that inhibit wetting of filler metal. The conventional approach to this involves the use of flux, which presents the risk of contamination. The concern of contamination of the residue takes place in the situation when the flux residues are left in refrigeration circuits, grazing metal surfaces and corroding them to produce particulates. Knowledge of the process of brazing copper pipe without the addition of flux prompts the implementation of hydrogen techniques.
Joint integrity requirements require that brazed connections should exhibit the strength that is higher than that of the parent copper tube. When tested, proper copper to copper brazing joints are supposed to fail in the tube body and not the joint. This strength need, where vibration, thermal cycling, and mechanical loads are resisted, has 15-20 year life spans. Production of zero flux residue means that there is no contamination issue. The hydrogen atmosphere which reduces the atmosphere actively prevents the formation of oxides and permits filler metal to wet copper surfaces directly. The cleaning requirements at the post-process stage are eliminated – joints pass through the brazing process to leak testing without any intermediary stages.
Greater figures of superior joint strength show a 15- 20 increase in acetylene techniques in controlled tests. This is due to increased strength that is achieved because of the total filler metal capillary penetration through the joint gaps, which is achieved by the removal of oxide. The hydrogen welding technique generates clean interfaces which are consistent so that maximum intermetallic bonding is possible.
Little areas of heat influence yield copper pipe structural integrity by restricting metallurgical alterations to small strips along the joints. The concentrated flame of hydrogen heats the joints very quickly to brazing temperature and then the joints can permit immediate cooling to reduce the growth of the grain. The hydrogen welder makes it possible to control the amount of heat that enters the flames in an imprecise way that could not have been achieved with acetylene flames.
The performance promises accuracy through the performance leakage-free warranty. With automated production lines, which include copper tube brazing stations, first-pass leak test acceptance rates are in the 99.5 and above range- impossible with manual acetylene brazing where operator technique is a source of variability.
Oxyhydrogen brazing machines used in food processing HVAC installations can be located in locations that are food grade under FDA regulations and that forbid the use of branches of flux in refrigeration circuits in food storage facilities.
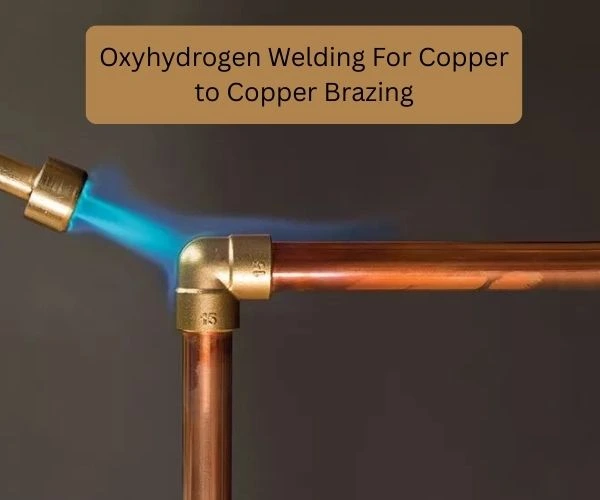
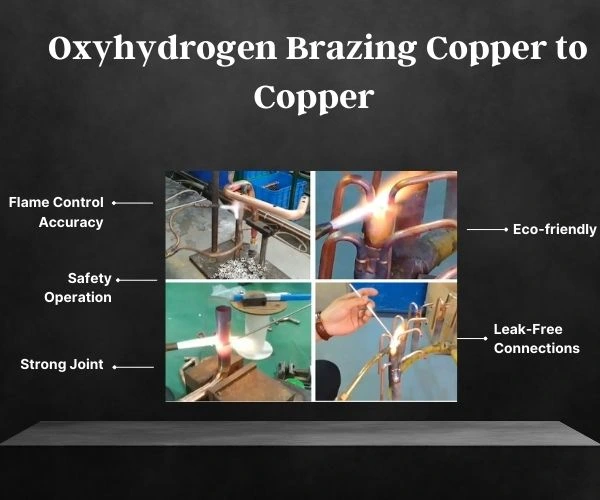
How is hydrogen used in welding? The process of oxyhydrogen brazing refers to the process of joining copper to copper brazing metals with the help of combustible mixtures of hydrogen and oxygen. The oxyhydrogen flame operates by removing oxides as well as forming robust, leak-free connections by lowering the protection of the atmosphere. Such advantages of current oxy hydrogen gas welding machines as the hydrogen welding torch, portable devices are the accurate control of heat, a high level of safety, and a low carbon footprint.
The main process characteristics include the ability to control the heat accurately due to the stability of gas flow, minimization of thermal losses, portability, allowing on-site repairs, and environmental compliance, which is supported by zero emissions.
Hydrogen welding has been versatile in sector-specific applications. The heat pumps and cold storage facilities enjoy the advantage of increased reliability of copper joints, prevention of leaks, and efficiency. Power transformers make windings and busbars have clean, robust copper joining that enhances electrical and thermal performance. The portable oxygen hydrogen water welder machines allow quick field repairing that has the benefits of simplicity in training and repeatability.
There is the hydrogen oxygen welding versus acetylene brazing that features temperature characteristics that have accurate flame control. Production difference of residue removes the cleaning needs after the processes. The analysis of cost efficiency shows significant benefits in terms of economics. The oxy-hydrogen gas welding method gives better outcomes.
Hydrogen welding torch for hydrogen welder systems have better flame control accuracy, environmental benefits, and flexibility of operation as compared to natural gas systems. The chemical purity of the hydrogen-oxygen welding flame makes it especially appropriate in the joining of dissimilar metals.
Joint strength measures are demonstrated as an indicator of performance improvements of 15- 20%. Reduction of the failure rate is 40% improvement in field performance. Through efficiency in production, manufacturing throughput is improved. The consistency of quality guarantees a consistent batch-to-batch outcome.
There is a strong economic of cost-benefit analysis. The cost of equipment acquisition, effectively (8,000-15,000) is amortized with an annual expenditure on acquiring acetylene at 25,000-40,000. The cost of operation decreases to 30-40 percent every year. Maintenance needs reduce the downtime and service expenditure with ROI realization of 8-12 months.
Hydrogen brazing is a necessary technology because of its superior quality and reliability features. Zero-emission operation, environmental sustainability responds to regulatory requirements and corporate obligations. Economic efficiency provides quantifiable ROI and cost of operation minimization. The versatility of its operation allows a wide range of usage in industries.
The trend of adoption acceleration demonstrates that the momentum is growing with the first adopters sharing their findings and equipment manufacturers increasing their offer. Competitive standard elevation takes place when quality leaders move complete manufacturing functions. The hydrogen technology, as the manufacturing excellence, facilitates transformation across the industry.
Hydrogen welder is a new form of industry standard that is establishing sustainable production leadership in the world. Continued innovation in the area of hydrogen welding of application, the design of the torch, and the automated copper tube brazing systems will proceed. As evidenced in the hydrogen welder technology, there is a perfect union between environmental sensitivity and technicality, which opens a door to the high-grade manufacturing procedures that are beneficial to the companies, customers, and the health of the planet at the same time.